Galvanické zinkovanie
ZINKOVANIE MATERIÁLU S NÁSLEDNOU PASIVÁCIOU:
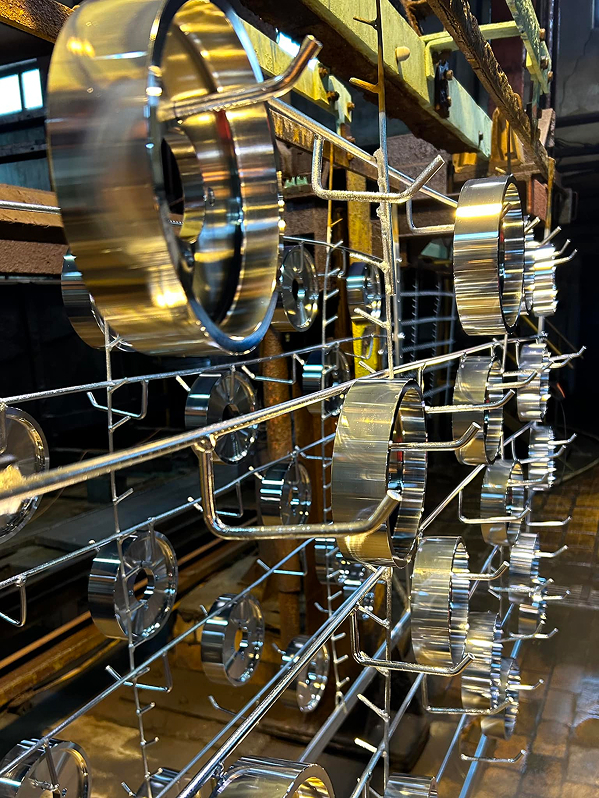
Pri galvanickom zinkovaní nanášame zinok elektrolyticky priamo na vodivý materiál, čím mu vytvoríme rovnomernú antikoróznu ochranu a vysoko estetický vzhľad. Štandardná hrúbka vrstvy sa pohybuje od 5 do 25 μm, podľa požiadaviek zákazníka aj viac. Tento spôsob patrí k najpoužívanejším metódam antikoróznej ochrany a vďaka našim slabokyslým kúpeľom má výsledný povrch jemný, hladký a estetický vzhľad. Je to ideálne riešenie pre esteticky exponované prvky.
Závesový kusový materiál
Maximálna váha:
250 kg
Maximálne rozmery:
2000 × 1100 × 600 mm
(D × V × Š)
NÁSLEDNÁ PASIVÁCIA:
v modrom aj žltom prevedení
(bez Cr6+)
SPOJOVACÍ A DROBNÝ MATERIÁL
MAX. KAPACITA BUBNU
80 kg
NÁSLEDNÁ PASIVÁCIA:
v modrom aj žltom prevedení
(bez Cr6+)
POVRCHOVÁ ÚPRAVA KOVOV ZINKOVANÍM V POLOAUTOMATIZOVANEJ LINKE V SLABOKYSLÝCH KÚPEĽOCH.


Technológia umožňuje pozinkovať aj materiál komplexných tvarov.
Ponúkame aj samostatné odmastenie a morenie materiálu ako predúpravu pred lakovaním.
Cenu vyhodnocujeme individuálne na základe technického výkresu (prípadne fotodokumentácie) podľa množstva, váhy, plochy a tvaru.
Pre bližšie informácie nás neváhajte kontaktovať na
0911 199 559

PREČO MY?
kvalita
s dlhoročným know-how
Staviame na kombináciu technológie a nepretržitého ľudského dohľadu. Každý diel prejde rukami odborníka.
Poloautomatická linka Kovofiniš
Galvanická linka je obsluhovaná vyškoleným personálom na každej pracovnej pozícii. Kontrola kvality prebieha priebežne v jednotlivých krokoch procesu, čo umožňuje okamžité zachytenie a riešenie chýb priamo počas výroby.
Vlastné chemické laboratórium
Vlastné laboratórium využívame na pravidelnú analýzu chemického zloženia jednotlivých kúpeľov. Tieto analýzy zabezpečujú stabilitu procesných parametrov a jednotnosť všetkých položiek v rámci jednej výrobnej série.
Výnimočný estetický vzhľad
Pozinkovaný povrch je vytváraný v slabokyslom kúpeli, čo sa prejavuje na jeho štruktúre a vzhľade. Na rozdiel od povrchov s hrubým priemyselným charakterom má jemnejší, hladký povrch s rovnomerným a trvalo lesklým vzhľadom. Výsledok je zjavný pri prvotnom vizuálnom hodnotení.

Odporúčanie pred
zinkovaním
Dutiny musia mať otvory
Výrobok musí byť zbavený hrubých nečistôt, okovín, hrdze, farby alebo zvyškov po zváraní brúsením alebo tryskaním (pieskovaním).
Duté profily a rúry
Každá uzavretá dutina musí mať minimálne dva otvory (vtokový a odtokový) umiestnené na opačných koncoch.
Zamedzenie „vzduchových vreciek“
Ak vzduch zostane v hornej časti dutiny, zinok sa tam neuloží. Ak kvapalina zostane vo vnútri po vytiahnutí z vane, spôsobí koróziu („vytekanie“ hrdze).
